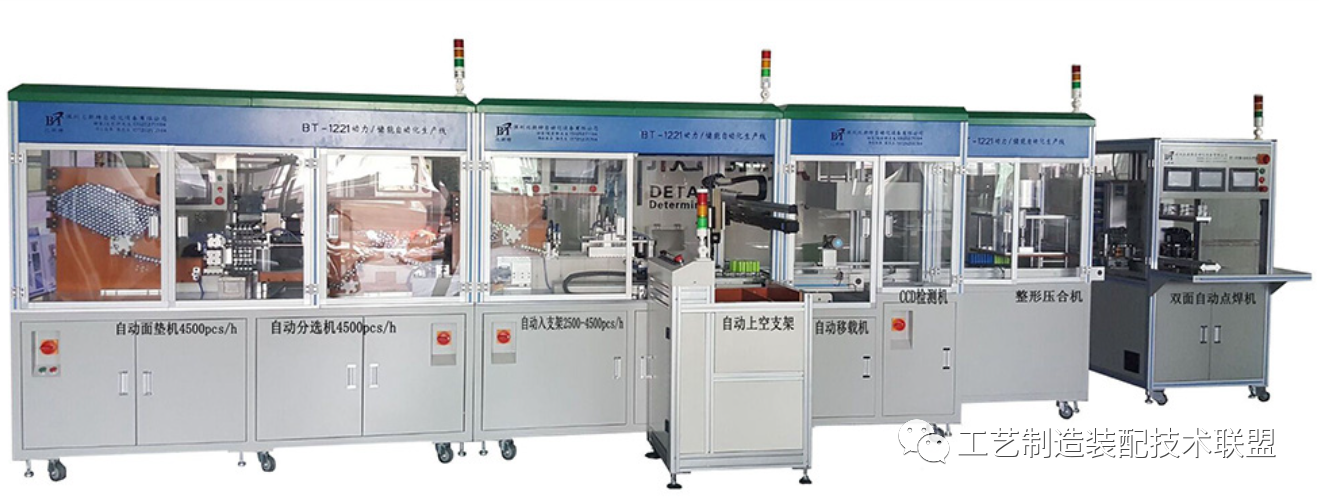
At present, most of the energy storage production lines use semi-automated and fully automated production lines, taking into account the cost and construction land, etc., the design of the production line is based on the principle of practical, simple and efficient design and manufacturing, and the production line process requirements are as follows:
1、The charging method of the battery cell adopts robot automatic feeding or manual feeding. Incoming materials can be manually distributed to the designated position, and the station is used as a reserved station.
2、The correct rate of cell scanning code recognition should reach 100%.
3、For the size (pole height, length, width, height) and weight of incoming electric cells, the thickness measuring tool of electric cells should be equipped with a pressure sensor, the pressure is ≦4000N, the thickness should be clearly displayed on the equipment, and the parameters of the thickness interval can be adjusted.
4、The voltage and internal resistance shall be tested and selected according to the prescribed standards. Cell voltage detection accuracy requirements 0.1mV, resistance detection accuracy requirements 0.001mΩ, cell OCV detection, cell code and cell voltage, internal resistance automatically match, voltage and internal resistance interval parameters can be adjusted, there is a corresponding operation page on the touch screen (voltage expected range 3-5V, Accuracy requirements 0.001V, internal resistance expected range 0.1-0.5mΩ, accuracy requirements 0.001mΩ), non-conforming equipment automatically classified and removed to NG area, manual retrieval.
5、The connection mode of the battery cells in the module is series, and the end plate laser plays the module code. End plate on the module code, the coding machine can be coding range ≥ 300mm*300mm, coding accuracy needs to reach 100%, coding position deviation control in ±1mm.
6、The module consists of two end plates on both sides, N batteries and two steel strips. The end plate and the battery cell, and the battery cell and the battery cell are coated with a standard amount of structural adhesive (the insulation sheet may be added between the battery cell later, and the length and width of the insulation sheet shall match the battery cell, and the thickness shall be ≦2mm). The coated surface of the battery cell needs to be cleaned by plasma. Cleaning area ≥300mm*300mm, and equipped with the corresponding dust collection device, cleaning track can be edited and can save ≧10 varieties.
7、The coating movement area of the battery cell is ≥300mm*300mm, the coating amount and position need to be precise and controllable, and the corresponding parameters and points can be edited and saved on the touch screen ≧10 varieties.
8、The maximum stacking number of modules is 16 cells. After stacking, the height difference of poles is less than 0.05mm. The accuracy requirements of the manipulator are ±1mm in motion and 0.5mm in rest. The robot stacks the modules according to the formula, and the claw for the robot to grab the battery core needs to do the following: ① Insulation treatment. ② Cell grasp firmly. ③ will not catch the battery. ④ The clamping jaw fixed structure is interlocked to prevent loosening and falling off.
9、The pressure on both sides of the module is ≦8000N, the pressure on each battery cell is between 300-500N, and the overall length of the module is ≦1200mm. After the steel strip is formed, ensure that the pole surface is horizontal and the two ends and sides of the module are smooth. Module size equipment can be accurately controlled, the overall length error of the module is ±0.5mm.
10、After forming the mold, the insulation test of the single cell was carried out. Insulation testing equipment needs to buy imported well-known brands, testing tools to do insulation protection and well-designed compatible with multiple products.
11、The core pole of the qualified module is cleaned by laser, and the module is transferred to the bus welding production line by robot after completion. The gap between the bus bar and pole is less than 0.2mm, the cleaning range of the module core pole is 300mm×900mm, and the cleaning point should be accurate and editable.
12、Bus welding requirements: The drawing force is greater than 1400N, and the welding station must automatically clean the tooling and vacuum the dust.
13、Increase FPC testing station, communication test NTC, product standard temperature range ≤3℃, equipment accuracy standard 0.1℃.
14、After the bus is welded, the robot transfers the module to the module for inspection. The gripper of the module turnover robot needs to do the following: ① Do the insulation treatment. ② Module grasp firmly. ③ will not scratch the module. ④ clamping force and clamping size can be adjusted when grabbing, and can be compatible with a variety of products. ⑤ The clamping jaw fixed structure is interlocked to prevent loosening and falling off.
15、The insulation test shall be performed on the module. The insulation test shall be at 500VDC and the insulation value ≧1GΩ. The voltage test shall be at 4400VDC and the voltage resistance shall be ≦100μA.
16、The module was tested by bus welding, DCIR current detection, fast charging and fast discharging, and voltage internal resistance test. Need to increase the safety protection and equipment emergency safety accident solution (equipment self-protection).
17、Increased module weight test, accuracy requirement ±0.2%.
18、There are three gluing stations, which are respectively cell gluing, end plate gluing and insulation sheet gluing. The two stations of end plate gluing and insulation sheet gluing share a set of gluing supply system, and cell gluing uses a separate gluing supply system. Each gluing station uses an independent two-component glue metering system, a static mixing system, and an independent rubber head movement system.
19、PACK line is basically manual station, including: box on-line, box pretreatment; Module into the box; Module fixed; BMS installation; Collection line installation, module connection; Power line connection; Case cover; Case insulation voltage test, PACK offline test; The chassis is offline.
20、Module fixing station is manual station, manual tightening gun lock module fixing screws, torque upload MES system.
21、EOL Test
RGV is used as the transport carrier to complete the transport of PACK box, and this area needs to be isolated.



 Mailbox
Mailbox Telephone
Telephone Address
Address